Statistical Process Control Assignment: Case Of Waterside Leather
Question
Task:
You will conduct a review of the academic literature on the subject of statistical
process control.
Following your review, you are to analyse a given set of data to evaluate the
performance of a fictional tannery in a given scenario.
You will be expected to illustrate your discussion with examples from academic
journals, the trade press and other authoritative sources.
Answer
Problem Statement considered in the statistical process control assignment
The ‘Statistical Process Control’ (SPC) has been developed and pioneered by Walter A. Shewhart back in 1920s at his “Bell Laboratories.” The plants and production houses implement ‘SPC’ in their management process for understanding the current process, identify errors and provide appropriate solution to mitigate the situation.In the present scenario of statistical process control assignment, ‘tannery’ process in the ‘Leather Industry’ is problematic due to its high temperature and harmful ‘chemical agents’ to pollute water bodies around a plant. The current report on statistical process control assignmentwill shed light on a leather plant called “Waterside Leather Limited” (WLL) to understand their ‘Statistical Process Control’ ("SPC") in maintaining 'effluent' discharge from the 'tannery'. The report on statistical process control assignment will present a regular update on the temperature for four months (March to June) and analyze the evaluated result.
Literature Search on “SPC”
In the historical context of ‘SPC,’ Walter A. Shewhart explains that is linked with an exchangeable condition with the changing statistical process in a tannery plant with various control ‘methodologies’ from the early stage of a development process. It has been developed during the World War II, in the ‘quality control’ process of process of various plants. It was done over a short amount of time in the American society for which he has been selected as the president for ‘quality control.’ The following research papers considered to develop this statistical process control assignment will describe various implementation and mechanism of ‘SPC’ in the current time.
The significance of “SPC” is widely accepted in the ‘quality control’ and management process. According to Veiga, et al. (2016), the ‘Statistical Process Control’ is nothing but a group of functions and options regarding improving and monitoring a particular performance process in an industry or plant. It also provides information related to the productivity of a plant and assesses the potential risks to mitigate earlier. The 'dominant' factor of "SPC" helps in relevant 'data mining', conduct 'autocorrelation', and provide relevant charts.
The investigation on statistical process control assignmentsignifies that “SPC” is capable of producing ‘multidimensional’ data to produce multi-level calculation from a busy plant. According to Dhini & Surjandari (2016), 'quality improvement' and 'quality control' are become two of the most critical aspect of any manufacturing industry. It related to production sustainability to increase competency among contemporary companies. "Multivariate Statistical Process Control" ("MSPC") is an essential factor of 'quality management' process. It gives 'real-time' monitoring by acquiring 'automated data'.
The 'quality' improvement process of a firm or plant increase productivity. According to Azizi (2015), ‘manufacturing’ industry is mainly focusing on increasing the ‘production’ process, productivity ‘output’, and efficiency. The lack of proper implementation of “SPC” can misplace or decrease the performance and production factors. The research paper has also indicated that the interlink between “SPC” and “Overall Equipment Efficiency” (“OEE”) will give a continuous process in improving ‘production quality’ and capability.
The statistical process control assignmentexamines the words ofQiu (2018) that the 'quality control' and 'quality management' is depending on the appropriate implementation of "SPC". However, many studies utilized in the statistical process control assignment have indicated that the conventional process of acquiring "SPC" chart is less effective than the 'nonparametric' "SPC" charts. It is more suitable for analyzing collected data and information from different time stand. Although the 'nonparametric' "SPC" charts have some limitations regarding disseminating appropriate information.
The busier the industry, the more difficult in managing and maintaining ‘quality control’ process in the manufacturing goods and services. According to Ruiz-Cárcel, et al. (2015), it is stated in the statistical process control assignment that most of the manufacturing industry and plants are determined towards implementing 'flexible' production processes. In the 'plant manufacturing' process, it is required to implement the processes that are on demand. It is because the industry related to 'plant manufacturing' process is continuously changeable. The implementation of “Canonical Variate Analysis” (“CVA”), based on ‘multi-level’ data acquired from the manufacturing process is needed in the changeable industries.
According to McClurg (2016), the conventional or traditional ‘quality control’ process is mainly designed for monitoring and stabilize the ‘in-control’ state and its parameter according to the requirement. This process is mainly dependable on the degradation or changeable occurrence due to the stabilization of 'in-control' state. The research paper outlined in the statistical process control assignment has indicated that the charts and information related to the 'in-control' state can be insufficient if the "SPC" chart has a 'delayed parameter'. The 'linear regression' is also essential in developing the functions related to 'in-control' charts.
According to Weese, et al. (2016), the 'big data' related to the calculation of "SPC" is consists of 'high-velocity' information, different data characteristics, and 'high-volume' variables. It is mentioned in this section of statistical process control assignmentthat the implementation of "Multivariate Statistical Process Control" ("MSPC") is needed to be done the situation of a vast number of control areas and 'big data' sets. The process is fully data-driven, so it needed a significant number of data to evaluate the appropriate result. It can be related to any industry, such as engineering, statistics, 'supply chain', etcetera.
According to Vasilyeva & Fedorova (2018), the plants that is dependent on the parameters and technical implementation in the "SPC" charts. The experimentation of existing data according to the 'quality management' and control parameter can derive proper result in taking a further step into the practical changes in a plant. It is vital to maintain a constant flow into the in-time 'data presentation'.
The ‘data mining’ process in the “SPC” technique increases the reliability of controlling the diverse and vast number of datafrom a plant. According to Di Gregorio, et al. (2015), the 'effluent' from a plant is needed to be analyzed to reduce the potential harmful effects. The sustainability in analyzing the wastewater and its harmful effects can be obtained from analyzing the 'toxicity' level.
According to Reda (2016), it is clear on this statistical process control assignment that the characterization of the ‘effluent’ from the ‘tannery’wastewater can be analyzed by implementing "physiochemical" parameter. The 'tannery' wastewater and its temperature are one of the most dangerous agents in polluting water and soil. The analyzation of discharged 'effluent' depends on the – water temperature, pH level, 'dissolved solids', 'chemical oxygen demand' (COD), 'ammonia' level, and etcetera.
Analysis of Documented Data
1. Visualization of Documented Data
The control charts from ‘SPC’ has been using in various manufacturing and non-manufacturing data analysis process to assess the performance during the processes to control and maintain the quality. In the current plant’s performance, the variables have been implemented between the ‘upper control limit’ and ‘lower control limit,’ which generates a data that is consistent. It has been explained by the given data analysis that the plant has been performed consistent by maintaining the UCL and LCL (explained below).The main report focusses on the implementation and production process of the “Statistics Control Process” regarding the tannery process in “Waterside Leather Limited”. The temperature of the wastewater has been checked before discharging it from the tannery process. The temperature must range from 250C to 350C. According to the studies of the monthly monitoring process, a fixed ratio must be maintained (Sivagami, Sakthivel, & Nambi, 2018). The fixed ratio for the "effluent" discharge of the tannery process must be between the "chemical oxygen" demand (BOD) and "biochemical oxygen" demand (COD). The value of the ratio must be 0.1 to 2.5, that means it is maintaining a sustainable value (Sivagami, Sakthivel, & Nambi, 2018). It will help in the betterment of the wastewater treatment.
According to the data retrieved from the graph of “Waterside Leather Limited” considered in the statistical process control assignmentof the last four months shows consistency. The consistency has been maintained throughout the month. According to the value of May, it shows 410C to 450C that exceed the permitted temperature. While in June, the scenario got changed, that is the temperature comes down to 180C to 310C. The present scenario states that "groundwater" filtering has become one of the most essential and critical challenges (Sartore, Bignotti, Pandini, D'Amore, & Di Landro, 2016). The water bodies nearby get polluted by the discharge from the "Waterside Leather Limited". Thus, maintaining the wastewater discharge is essential for lowering the pH level. It will help in neutralizing the harmful factor that are present in the wastewater. “SPC” implementation helps to evaluate the various parameters like pH level, absorbent rate and time.
2. Analytical Approach
Regulation has been made regarding the environmental perspective for improvement of maintenance policies. Moreover, it helps in the implementation of "SPC". The "SPC" is implemented for saving the human health and environment. The shrinkage in the water temperature can be done through reduction treatment. The readings of statistical process control assignment illustrates that the reduction treatment has been done through the treatment of "sodium thiosulphate" and "sodium bisulphite". It also helps in maintaining the right factors of leather production (Sathish, Madhan, Sreeram, Rao, & Nair, 2016). As a result, it has been the most reacting agent for modifying and treating the wastewater on the tannery. The magnesium oxide is a powerful agent that helps in maintaining the temperature of the water at 350C.
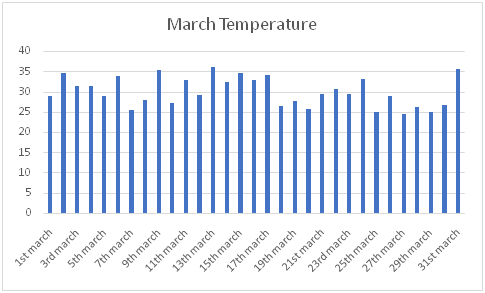
Figure 1 – Temperature of March.
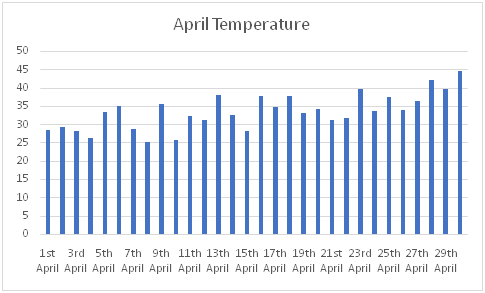
Figure 2- Temperature of April.
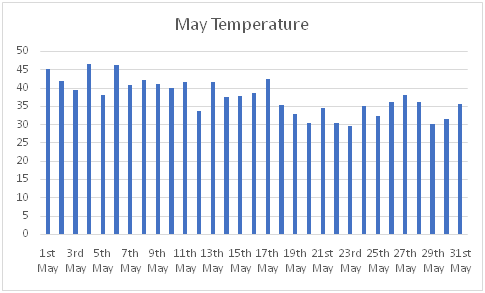
Figure 3- Temperature of May.
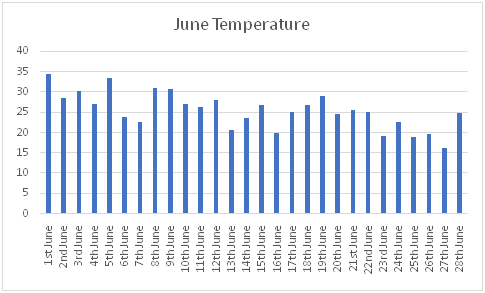
Figure 4- Temperature of June.
During the dumping of the wastewater, the strict temperature has been maintained. However, the failure happens in May when the temperature got extremely hot. "Waterside Leather Limited" has a reputation of maintaining strict temperature throughout the past four months. The daily temperature has been documented by maintaining proper accuracy. The mean temperature of the past four months found to be 31.710C. The Company is taking steps for controlling the pH level, and thus, the harmful agents can also be absorbed.
3. Performance of “WLL”
The performance of the “Waterside Leather Limited” has been maintained by documenting the daily temperature for the past four months. The accuracy has been monitored while documenting the daily temperature. In April and May, the temperature got crossed that is over 400C. The control of the temperature has been tried by the Company to make it on the permitted range.
The better result has been observed since June.
- Plant’s Performance According to the Given Data The visualization of plant’s control chart data showcased the LCL, UCL and mean temperature of four months during the examination. The combined mean temperature has been recorded as 31.57307135. During the March, the plant has recorded 30.00935 mean temperature, which has been gradually increased at 33.50208 and 37.41274 in April and May respectively. However, the mean temperature decreased by 25.36812 in June. The given data provided plant’s UCL at 50.28565011 and LCL at 12.86049259. Any temperature in these two-limit considered as consistent and steady in terms of tannery water temperature. As seen in the statistical process control assignment, it has been consistent for the examined plant. The ‘standard deviation’ has been recorded at 6.237526253.
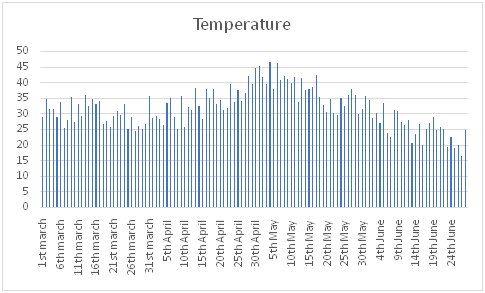
Figure 5- Graph showing the overall temperature.

Figure 6 – Control chart of ‘WLL’ Plant
|
Mean |
mean of means |
Standard deviation |
Upper Control Limit (UCL) |
Lower Control Limit (LCL) |
|
30.00935 (March) |
31.57307135 |
6.237526253 |
50.28565011 |
12.86049259 |
|
33.50208 (April) |
|
|
|
|
|
37.41274 (May) |
|
|
|
|
|
25.36812 (June) |
|
|
|
|
Table 1 – Mean temperature, UCL, LCL, and standard deviation figures
4. ‘Quality Improvement’ Recommendation provided in the statistical process control assignment
The "quality improvement" can be done by the implementation of "green" leather-processing and its factors for maintaining sustainability.
The below suggestions will help the Company to improve itself and implement several solutions. They are: -
- Various alternatives can be implemented like “biotechnological” treatment and redissolution of acid. It will help in treating the effluence from the tannery process (Sathish, Madhan, Sreeram, Rao, & Nair, 2016).
- The "natural factors" regarding the leather industry will also get improved, and sustainability can also be maintained by implementing ‘SPC’ practice. It helped in ‘WLL’ plant in understanding it regular temperature update, which provides the ‘standard deviation’ figure along with the UCL and LCL temperature.
- The proper "chemical testing" process must be applied to identifying the harmful agents in ‘WLL’ plant to control the temperature between the UCL and LCL scale.
- The ‘Waterside Leather Limited’ (‘WLL’)has experienced their temperature between UCL and LCL scale, which is consistent for a tannery plant. ‘WLL’ has maintained their average ‘mean’ temperature during the examined four month at 31.57, which is normal and under the regulatory limit.
Conclusion
The leather production plant has to face several types of complicated factors in "quality control" process. It has been observed in the statistical process control assignment that the effluent contains many harmful chemicals that affect the groundwater badly. Implementation "SPC" will help to monitor all the factors and thus, maintaining the sustainability of the groundwater.?
Bibliography
Azizi, A., 2015. Evaluation improvement of production productivity performance using statistical process control, overall equipment efficiency, and autonomous maintenance. Statistical process control assignmentProcedia Manufacturing, Volume 2, pp. 186-190.
Dhini, A. & Surjandari, I., 2016. Review on Some Multivariate Statistical Process Control Methods for Process monitoring. s.l., s.n., pp. 754-759.
Di Gregorio, S. et al., 2015. Phytoremediation for improving the quality of effluents from a conventional tannery wastewater treatment plant. International journal of environmental science and technology, 12(4), pp. 1387-1400.
McClurg, B. M., 2016. A self-starting statistical control chart methodology for data exhibiting linear trend.
Qiu, P., 2018. Some perspectives on nonparametric statistical process control. Journal of Quality Technology, 50(1), pp. 49-65.
Reda, A. H., 2016. Physico-chemical characterization of tannery effluent and its impact on the nearby river. Journal of Environmental Chemistry and Ecotoxicology, 8(6), pp. 44-50.
Ruiz-Cárcel, C. et al., 2015. Statistical process monitoring of a multiphase flow facility. Control Engineering Practice, Volume 42, pp. 74-88.
Sartore, L. et al., 2016. Green composites and blends from leather industry waste. Statistical process control assignmentPolymer Composites, 37(12), pp. 3416-3422.
Sathish, M. et al., 2016. Alternative carrier medium for sustainable leather manufacturing–a review and perspective. Journal of cleaner production, Volume 112, pp. 49-58.
Sivagami, K., Sakthivel, K. P. & Nambi, I. M., 2018. Advanced oxidation processes for the treatment of tannery wastewater. Journal of environmental chemical engineering, 6(3), pp. 3656-3663.
Vasilyeva, N. V. & Fedorova, E. R., 2018. Statistical methods of evaluating quality of technological process control of trends of main parameters dependence. s.l., s.n., p. 012046.
Veiga, P., Mendes, L. & Lourenço, L., 2016. A retrospective view of statistical quality control research and identification of emerging trends: a bibliometric analysis. Quality & Quantity, 50(2), pp. 673-692.
Weese, M., Martinez, W., Megahed, F. M. & Jones-Farmer, L. A., 2016. Statistical learning methods applied to process monitoring: An overview and perspective. Statistical process control assignmentJournal of Quality Technology, 48(1), pp. 4-24.